





机械密封用波纹管是如何制造的?
机械密封用波纹管的制造根据波纹管的材料主要分三类:
1.橡胶波纹管的制造
2.聚四氟乙烯波纹管的制造
3.金属波纹管的制造
橡胶波纹管的制造首先要根据密封介质的性质、温度选择合适的胶料。合成橡胶经过不同的配方、混炼和硫化,利用模具就可制造出不同形状的橡胶波纹管。
橡胶波纹管的模具要求腔体光滑,上下模尺寸准确,在腔体边要有跑胶槽,以便使多余的胶流入跑胶槽内,以保证质量。
模压的工艺程序:
胶料进行冲切——称重后装入模内——硫化——脱模——整边——成品。
硫化压力为15~25kgf/cm2,温度为150~160℃,硫化的速度随温度升高而加快。
聚四氟乙烯波纹管的制造主要分两个步骤,即首先制造毛坯,然后进行车制。
毛坯制造包括:
(1)原料选取,聚四氟乙烯波纹管的原料主要有:
1)纯聚四氟乙烯悬浮粉,该悬浮粉须经过胶体磨细,磨过的粉料过70~100目筛。
2)化学试剂级石墨粉。
3)玻璃纤维,化学试剂级。
4)过270目筛的二氧化硅。
5)二硫化钼。
(2)模具设计,纯聚四氟乙烯塑料的收缩率为5%,填充聚四氟乙烯塑料的收缩率为2~2.5%,设计压模外径d2按收缩率5%再加上加工余量3~4mm,压模内径d1按收缩率为零,即零件内径的实际尺寸再减去加工余量3~4mm模具的高度为毛坯高度四倍左右。压模、底模、与内模、外模均采用动配合,如图所示。
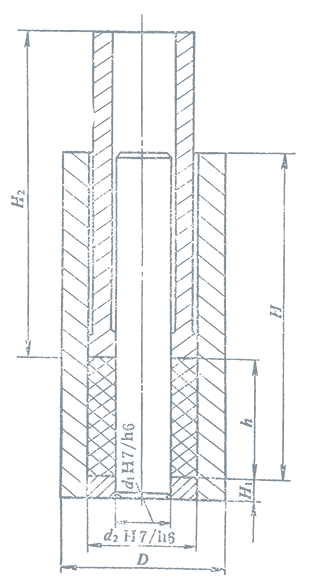
聚四氟乙烯压制模具
聚四氟乙烯压制模具
(3)波纹管毛坯的原料配比,对于动环段按一定比列的聚四氟乙烯悬浮细粉料、玻璃纤维粉、石墨、二氧化硅、二硫化钼等进行组合(一般从中选几种进行组合),在高速搅拌机中充分混合搅拌1~2分钟即可。中段为纯聚四氟乙烯粉料。固定段也为填充SiO2或玻璃纤维的聚四氟乙烯,压制前需要进行搅拌混合。
(4)毛坯压制
按密度2.7g/cm3计算粉料重量。分别称料按次序加入模具中。为使坯料分层清楚,每加一种料可把压模放入模中稍微轻压一下,待料全部加入模具后,在压力机上用500~700kgf/cm2压力进行模压,保压时间一般视零件高度而定,通常为5~10分钟,保压后即可脱模。
(5)毛坯烧结
压制后的毛坯在烧结炉中进行烧结,开始按1~2℃/min升温速度加热,炉内温度达320℃时开动转盘保温一小时。然后按1℃/min升温速度继续加热到375~380℃,并存此温度下保温,保温时间按壁厚每mm为十分钟计算,保温后随炉冷却,自然降至常温。
点击次数: 【打印】
 Send Email
Send Email 业务咨询
业务咨询